13:12 Правильная сварка профильных труб | |||||||||||||||||
Правильная сварка профильных трубПеред конкретикой по методу сварки и сопутствующими агрегатами хотелось бы уточнить суть такого материала, как профильная труба. Эту продукцию получают путем технологически последовательных действий на специальных профильных станах. В результате можно получить как сварную, так и бесшовную готовую продукцию. В разрезе изделия получается или квадрат с размерами от 40х40 мм до 400х400мм, или прямоугольник с параметрами от 40х50 мм до 400х300мм. Толщина стенки трубы может быть в пределах 3-14 мм, что дает возможность для увеличения или уменьшения размера полки, придерживаясь шага в 0,5 мм - все разнообразие изделий в интернет-магазине металлопроката https://sortmet.ru/.
Как правильно варить профильную трубуАктуальным и распространенным применением этого вида изделия являются конструкции, в основании которых находится металл. Используя этот вид профильного материала, можно достичь отличного показателя прочности, а главное – надежности сварного каркаса. Сам процесс соединения, на первый взгляд, не имеет никакой сложности. Но это мнение обманчиво. Дуговая или газовая сварка требуют от оператора поста внимания, усидчивости за процессом, а самое главное – ответственности в проделываемой работе. На производстве, для соединения нескольких труб профильной формы, пользуются следующими видами работ:
Не стоит упускать и значение толщины стенок соединяемых элементов. От этого показателя так же зависит технология сварки профильной трубы, ведь правильный подбор электрода (диаметр расходного материала) и верно выставленный режим на посту в результате даст хорошей и качественный стыковой шов.
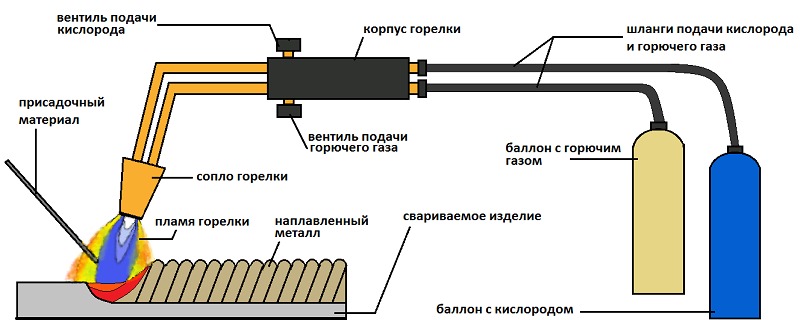
Процесс обработки заготовок с дальнейшей сваркойКак правильно варить сваркой профильную трубу, знают опытные сварщики. Они ознакомлены со всеми изъянами процесса и могут принять правильно решение. Но в любом случае все начинается с подготовки,как и любой другом технологическом процессе. До начала сварочных работ нужно зачистить торцы труб. Это возможно как физическим воздействием на материал, так и с помощью определенных химикатов. При работе с тонкостенным материалом (до 4 мм) следует помнить, что сам процесс необходимо соблюдать без формирования кромок с минимальным зазором. Сварка газовым оборудованиемЭтот процесс имеет одно преимущество по сравнению с электродуговым методом – в нем не используется электричество. Это дает возможность мобильного перемещение поста по всей технологической линии. Соединение частей происходит благодаря тому, что при поднятии температуры присадочный проволочный элемент плавится и заполняет зону соединительного шва. Это достигается путем физического взаимодействия двух элементов газообразной формы – кислорода и ацетилена. У ацетилена при горении освобождается большая температура (от 3000), а кислород поддерживает этот процесс. По методу движения присадочной проволоки определяется сама технология процесса, которая отличимая друг от друга. Это следующие два способа:
Для достижения наивысшего качества шва изделие нужно переворачивать. Это объяснимо тем, что в нижнем положении наибольший процент качественного соединения. Это конструкция зафиксирована, а шов нужно проложить в вертикальном или подпотолочном месте, пользуются вертикальной и потолочной газовой сваркой. Этот метод указан самым первым по причине бережного процесса соединительных работ и отличного, качественного соединительного шва.
Сварка электродуговая посредству плавления электродовЭтот тип соединения самый распространенный, к тому же легок в исполнении и малоподвижен. Начинают процесс с выбора необходимого электрода. Для каждой толщины свариваемого материала предусмотрен определенный диаметр электрода. При работе с профильными трубами, толщина стенки которых в основном до 4 мм, используют электроды 2 мм или 3 мм (ориентируются по обстоятельствам). На сварочном посте или инверторе положение бегунка, отвечающего за силу тока, устанавливают на отметке 50-60 ампер. Правильное соединение профильных изделий напрямую зависит от этих параметров. Что касается марки электродов – это не принципиально, ведь профильный металлопрокат изготавливают из конструкционной стали, которая отлично поддается данному процессу. Соединительный процесс при сварке встык начинают с прихватки в углах сечения. Это поможет зафиксировать изделия, и даст возможность выставить нужный угол или подогнать по линии. Далее делают уже полный шов. Трубы с тонкими стенами проваривают прерывистым способом, давая возможность металлу остыть. Профили, у которых стенка более 4 мм, соединяют беспрерывным сварочным швом.
Сварка электродуговая неплавящимся электродом в среде защитного газаЭтот, как и два предыдущих способа, так же актуален и востребован на производстве. Приоритетность такого способа заключается в соединении сваркой тонкостенных материалов, в катеогрию которых как раз и входят наши профильные трубы. Этот процесс напоминает электродуговой метод, но тут еще присутствует баллон с углекислотой. Этот эелмент позволяет улучшить качество шва. Для определенной толщины изделия выставляются на агрегате нужные параметры силы тока и скорости подачи сварной проволоки. Технологически так же идет как прерывистый шов, так и непрерывный. Сам процесс подскажет необходимые точные настройки. По материалам: RіS — ремонт и стройка - RemontIStrojka.com
| |||||||||||||||||
|
| |||||||||||||||||


| Всего комментариев: 0 | |
